

ЦЕНТЪРДРИЛ ПРОБИВАНЕ И ФОРМОВАНЕ ЧРЕЗ ПЛАСТИЧНА ДЕФОРМАЦИЯ НА МАТЕРИАЛА  При този процес на пробиване чрез пластична деформация могат да бъдат изпълнени втулки или отвори в тънкостенни метали с дебелина на стената до 12 мм без да се извършва първоначално изрязване на отвор. Получените отвори и втулки достигат размери в рамките на 4 пъти увеличената оригинална дебелина на метала при диаметри от 1.8 mm до 32 mm. Процесът на пробиване чрез пластична деформация е комбинация от аксиална сила при относително висока скорост, водещи до местно нагряване на материала от триене. Нагряването от триене и голямото контактно усилие деформират пластично материала и позволяват на Центърдрила да мине през него за секунди. |
• Спестява време
• Употреба на по-малко материал и съответно по-малка тежест на продукта поради използването на тънкостенни профили
• Нарастват силите на изтегляне на резбите
• Висока точност на отворите
• Разглобяеми връзки
• Без допълнително заваряване, занитване или добавяне на гайки за усилване
• По-голяма здравина и издръжливост на конструкцията при повече връзки между елементите
• Един основен материал и липса на електрохимична корозия
• Голяма носимост на втулките от деформирания материал
Какви материали могат да се обработват с Центърдрил?
Пробиването и формоването чрез пластична деформация може да се ползва при всички тънкостенни метали (с изключение на калай или цинк); например, при всички стомани за заваряване, неръждаеми стомани, алуминий, мед, месинг, бронз, магнитни материали и специални сплави.
 |
 |
 |
Изисквания за пробиване и формоване чрез пластична деформация
Всяка колонна бормашина с достатъчна мощност или NC/CNC обработващ център с изискваните скорост и изходни киловати са подходящи за пробиване и формоване чрез пластична деформация.
За сигурното закрепване на Центърдрила е разработена специална гривна с охлаждащ пръстен, които отнемат идеално топлината при работа. За добро центроване при закрепване се използва и специална цанга.
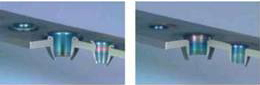
Какъв Центърдрил да изберем за приложението ни?
Стандартните версии включват къс и дълъг модел на Центърдрил. Те се различават единствено по дължината на цилиндричната си част, като ъгълът на конусовидната част е един и същ. При употребата на тези версии, отнетият материал в посока, противоположна на тази на изтеглянето, остава по повърхността на детайла и оформя „яка”. И двата модела имат режещи версии, с отрязващ елемент, вграден в пояса, който премахва „яката” по време на същата операция и заглажда повърхността на детайла.
 |
 |
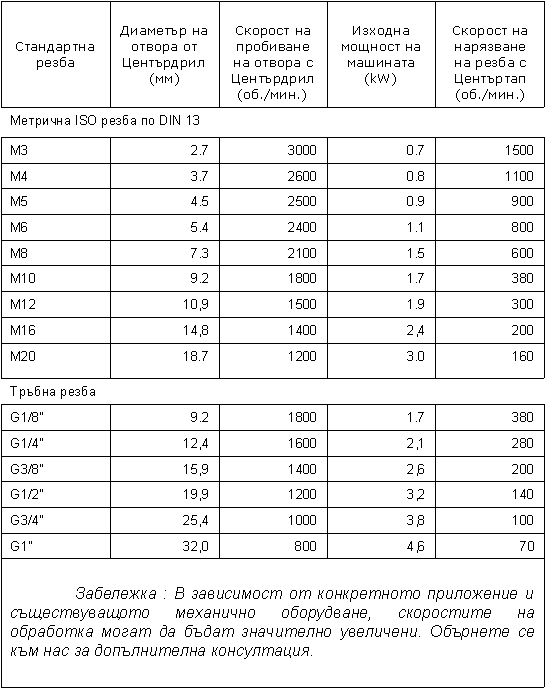
Технически данни
Справочни данни за материал St 37/2 при дебелина на стената 2 мм
Нарязване на резба с Центъртап
Нарязването на резба с Центъртап предлага същите предимства, както и пробиването чрез пластична деформация. Процесът е безстружков и при него материалът се деформира и се отмества от основата на резбата към витките й. Принципът е подобен на този при оформяне на външни резби. Тъй като материалът от страната на резбата се пресова по време на процеса, силите на изтегляне на формованите резби са по-големи от тези на нарязаните!
 |
 |
 |
За контакти: motric@motric.com, sales@motric.com Тел.: 02/ 932 90 70, 02/ 8 111 401; Fax: 02/ 917 39 68 Адрес за кореспонденция: гр. София 1421, ул. Йоан Екзарх № 20 |
All Rights Reserved © 2006 |
|
|---|---|---|